我们的现场实拍视频将带您走进【西宁(本地)数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【西宁(本地)数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】的图文介绍
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
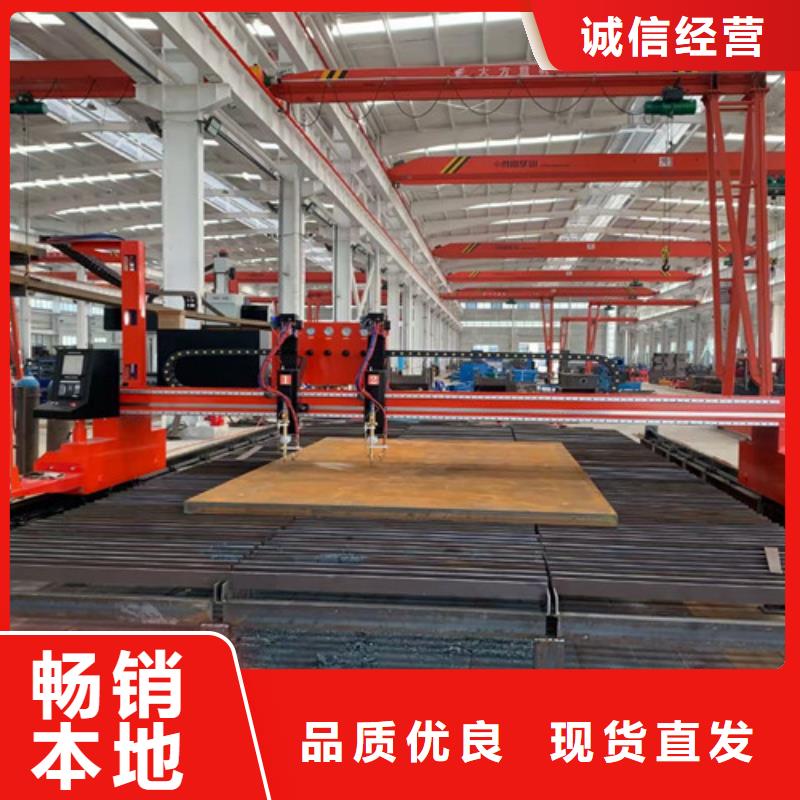
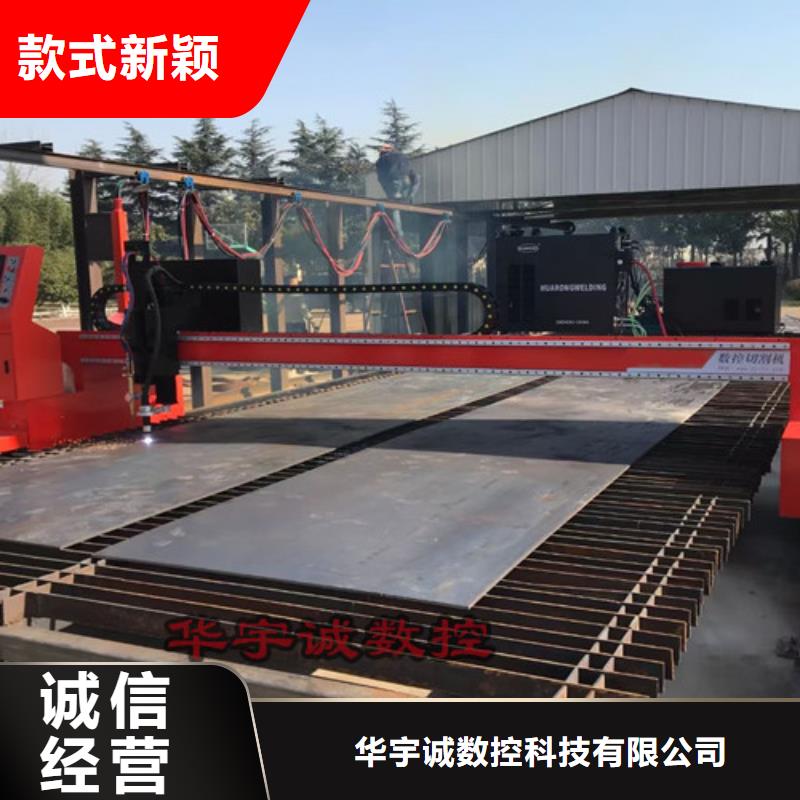
从各种数控切割机应用情况来看,国内生产的数控切割机的技术水平、整机性能等整体水平都取得了可喜的进步,逐步赶上国际先进水平,满足用户的需要,进一步提高了市场竞争力。国内一些数控等离子切割产品在许多方面已形成自身独有的特点,实现了“自动化、多功能和高可靠性”。在某些方面,产品的技术性能甚至超过了国外的产品。图片图片数控切割机主要品种包括以下几种: 数控火焰切割机、数控等离子切割机、数控激光切割机、 数控高压水射流切割机、其它专用特殊切割设备(如数控管材切割机、数控型材切割机、其它非金属专用切割设备等,)1、在切断电源后,用半干抹布擦拭设备的外表,保证设备清洁无油污。在擦拭的时候注意有没有缺损的螺钉螺帽以便及时补上。 2、检查并清理气路,更换要“退休”的气管。并及时换回火器滤芯,保证气路的通畅。 3、调节割炬的松紧,使其达到正常运行的松紧度,并检查钢带的磨损调整松紧。 4、在清洗割炬轴承、丝母、四缸的时候加润滑脂,清理大车变速箱加注油脂以保证机器的正常运转。 5、用压缩空气清楚电气箱积尘,检查紧固接零装置和限位保护装置。在机械结构上 龙门式数控切割机即传统大中型机床的双底架横梁座立式结构,跨距和纵向行走距离大,适合大型板材加工。 悬臂式数控切割机也是一种传统经典的机械结构,单底座与横梁一端相接,在横梁上横向移动,此类设备适合中小型板材加工 是由半自动小车式切割机发展而来,在小车式切割机上加装了数控系统和传动装置,基本外型与小车式半自动切割机相似,此类机型成本低廉,结构轻巧,特别适合中小型板材加工。 由雕刻机发展而来,外型颇似在工作台上加装了一台微型龙门切割机,此类设备在薄板切割领域有很大优势,被广泛应用于广告和汽车钣金行业。
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
展望未来,华宇诚数控科技有限公司将继续坚持以“优秀的 西宁光纤激光切割机排名、产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机烟尘处理哪种方式效果好, 等离子切割产生的烟尘与焊接烟尘类似,烟尘量较大,含有有害气体和微小粉尘颗粒物,如CO、CO、H、0、NO和碳氢化合物等。一次烟尘粒子以球状、粒径3um的呼吸性粉尘为主,在空气中可在静电和磁性作用下迅速聚集在一起,形成直径较大的二次粒子,对现场职工健康危害很大。干式除尘方式就是为数控切割平台增加一套烟尘捕捉装置,将捕集到的烟尘直接输送到烟尘过滤净化设备,经过处理达标后再进行排放。等离子切割产生的烟尘基本形成于工件切口的下方,因此抽气式负压切割平台成为目前常见的烟气捕捉装置。为了节省投资和提高抽风效率,以小的送风量达到 的烟尘采集量,一般只对正处于切割的区域进行吸尘处理。因此切割平台沿着切割机主导轨方向会被分成若干个均匀的密闭小区域,旁侧开有出风口。由于干式除尘方式结构简单、工作可靠、除尘效果较好而被广泛使用。采用干式切割方式,通过除尘器吸走切割时产生的烟尘,经过滤处理后排放,不仅切割效率高,而且保护了操作人员的劳动环境并防止了环境污染,是一种比较理想的除尘方式。
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。数控等离子切割机手工编程大体过程如下:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD20oo可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,则可以避免人工编程复杂的记忆。明显提高编程效率和编程质量。尤其是在复杂的轮廓编程中,更能发挥其优势。数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:数控等离子切割机一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")
数控等离子切割机大幅面光纤激光切割机现货齐全售后无忧】")




 扫一扫
扫一扫